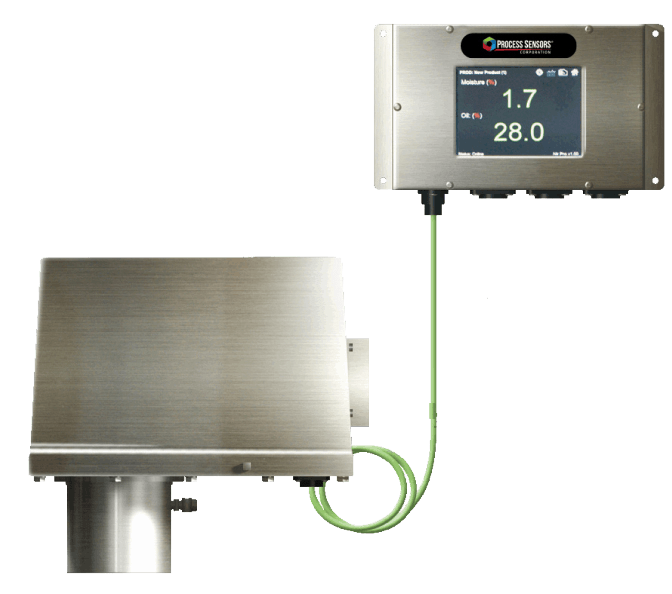
Continuous Monitoring of Moisture, Oil/Fat & Product Temperature
The MCT566 Online NIR Sensor is designed for demanding environmental conditions in food and snack food manufacturing. Several of the largest food manufacturing plants in the world trust the MCT566 to help operators control moisture, fat, and other parameters to meet product specifications with every production run. The MCT566 features NIR technology, widely used and accepted in food production.
Features
- High-speed measurement allows capturing up to 99 readings per second. Ideal for analyzing segmented food products like cookies, crackers, and more
- Rugged enclosure withstands harsh conditions; IP67-rated user interface protects in challenging operating environments
- Simple to operate, integrate, and standardize across multiple lines
- A proprietary temperature-controlled detector ensures measurement stability
- Fully modular, with all components easily replaceable in the field
- Easy to troubleshoot with advanced on-board diagnostics
Benefits
- Ensure food products have the ideal texture and flavor by measuring moisture, fat, and other parameters
- Make quick decisions and adjustments to the production line (e.g., adjust oven or fryer temperature) using the analysis data
- Save costs and reduce waste, which improves your company’s bottom line